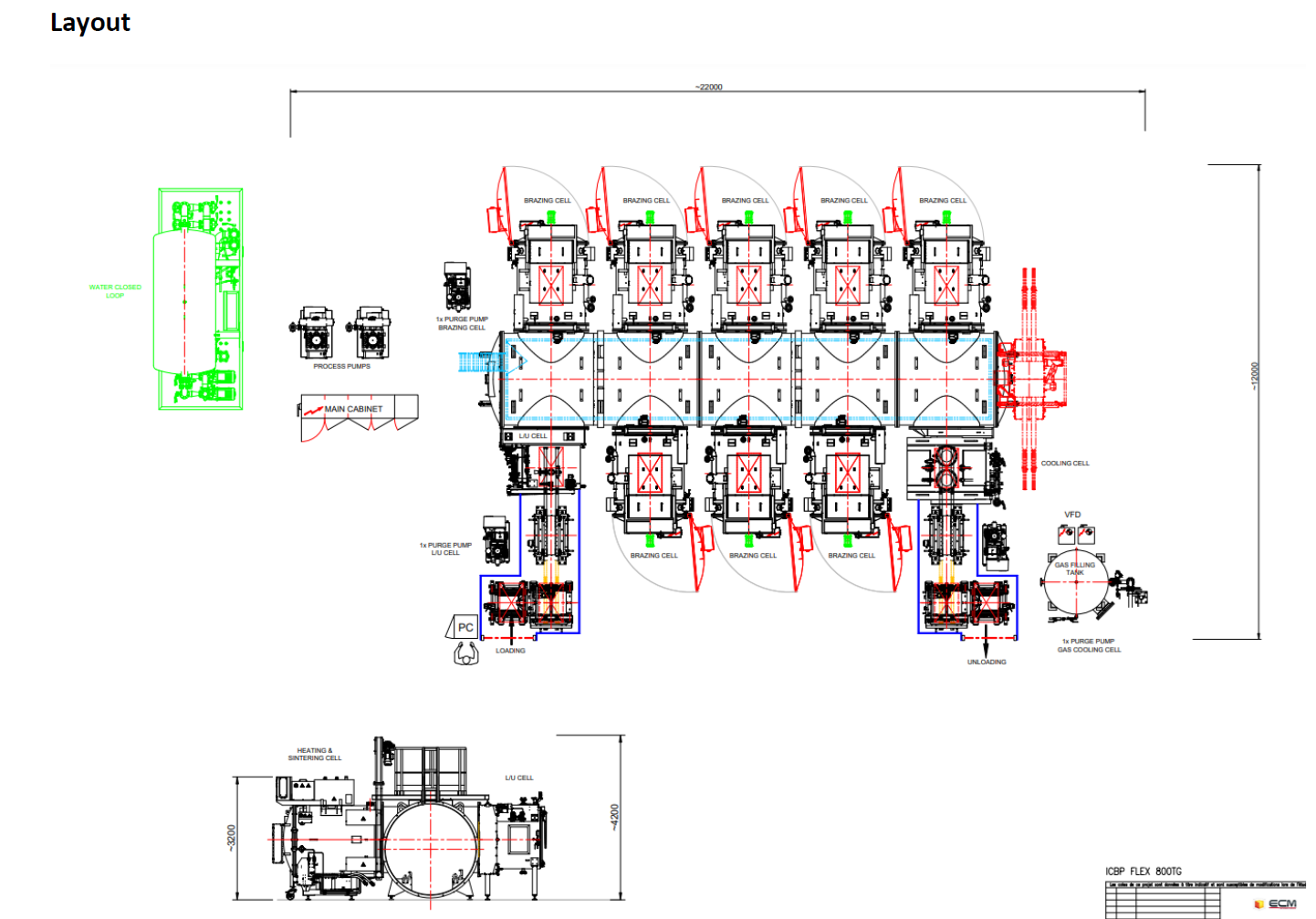
硬焊工件可緊湊裝載和真空爐技術可實現最大的生產率、再現性和效率 真空硬焊流程如下: 抽真空 加熱到持溫溫度 ( 大約於硬焊劑固態點 30 度以下 ) 持溫到一定時間 加熱到硬焊溫度大約 1120 度 持溫到一定時間確保所有區域工件都到達硬焊溫度 真空冷卻到焊劑固態點下 氮氣快速加壓冷卻